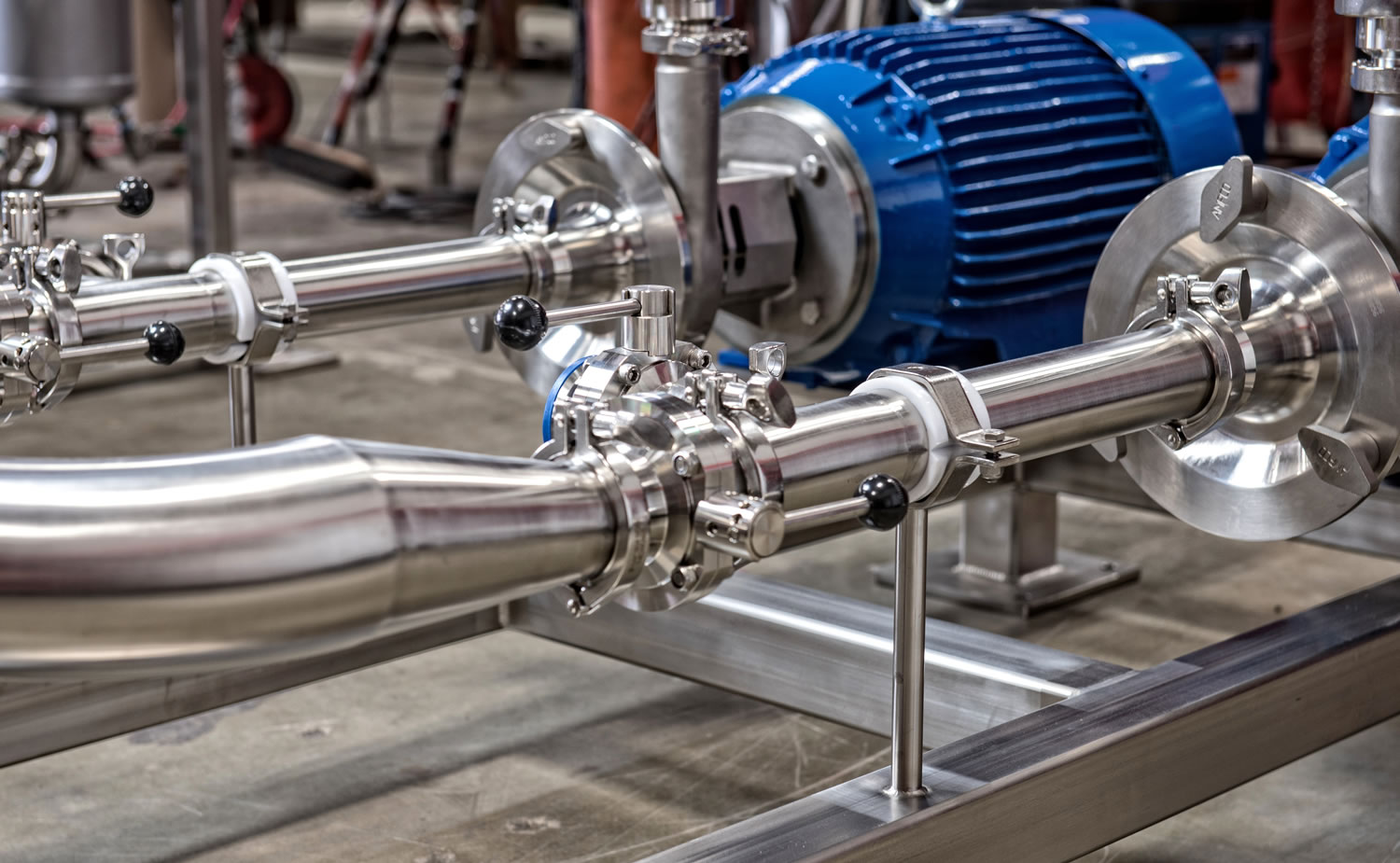
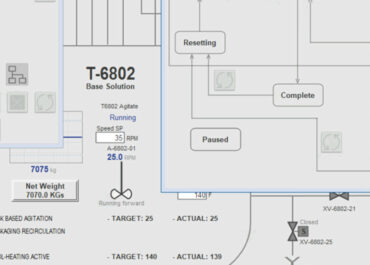
TM Process & Controls, Inc. (TMPC) designed and installed a complete well water treatment solution at a packaging facility in Puerto Rico. The system integrates ultrafiltration, media and carbon filtration, reverse osmosis (RO), and ozone disinfection—built to deliver up to 100 GPM of clean, process-ready water. The solution included custom-engineered stainless steel process equipment, dual pump skids, chemical dosing systems, and automated valve control, all tied into the plant’s existing process automation environment.